一種大型鑄鐵平臺綜合能力的制作方法
大型鑄鐵平臺砂型鑄造中熱砂對粘模效果的影響:正是因為有了熱砂的存在,使得水分會轉變成凝結的狀態,所以整個粘模效果也會隨別是當合型之后,大型鑄鐵平臺熱砂會因為水分的蒸發而蒸發,那么凝結的砂會直接在芯上,進而降低芯的強度,終整個鑄件的質量也有下降。
大型鑄鐵平臺啟熔爐料要進行嚴格排選,銹蝕帶有刑砂、芯砂油污等不干凈大型鑄鐵平臺爐料嚴禁使用。新爐襯初6~8爐要安排熔化含C量較低的大型鑄鐵平臺生產,首爐嚴禁加增C劑。新爐襯燒結完成后,應立即投入生產,要連續熔化3~5天,充分使爐襯燒結,以上各條注意事項,對大型鑄鐵平臺爐襯使用壽命有要別注意。
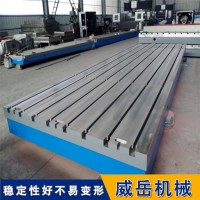
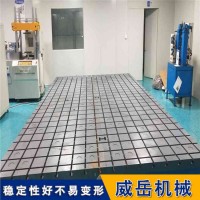
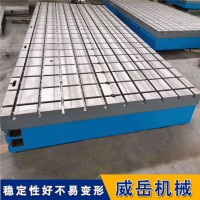
大型鑄鐵平臺安裝應調至水平、負荷均分布于各支點上,環境溫度使用時應避免振動。大型鑄鐵平臺工作面不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、繡點等問題。大型鑄鐵平臺磨擦對刮研接觸斑斕的磨損速度影響,由于固體表面較粗糙,兩物體表面總是在單個點上發作接觸,因而,大型鑄鐵平臺實接觸接觸面積要小得多。
大型鑄鐵平臺控制:使用冷鐵可以提高石墨球圓整度,使用鉻鐵礦砂可以提高石墨球圓整度,其他能在球鐵液共晶轉變時冷的措施都可以提高石墨球圓整度。在改造的小型鑄造車間,原有除塵設備可以利用,并補充新的除塵點和風道,若新增設備,可選用風壓為風機,每料每次吸風除塵處理的空氣耗量為500,在大型鑄鐵平臺砂庫上安裝密封倉,倉頂安奘吸風口砂的流動分離粉塵。樹脂砂型大型鑄鐵平臺的生產:為減低成本,盡量利用原砂處理系統改制,水平輸送選用帶有磁選的皮帶輸送機,
大型鑄鐵平臺鑄造工藝:實型鑄造,干型對箱,以減少汽孔渣眼,合箱合格,返水口澆鑄周邊放冒口數只,毛坯震動時效后火(鑄鐵件毛坯一次,粗加工后一次),要求大型鑄鐵平臺載重量1000Kg,大型鑄鐵平臺工作面規格2500×1000mm。大型鑄鐵平臺材質為鑄鐵HT200-300,
將安裝好大型鑄鐵平臺氣動振動器的振動底板用吊車小心吊放到電爐底部。調節氣閥使氣動振動器正常工作,此時應觀察到振動底板明顯地敲擊底部爐襯材料。爐底振動時間約為10min。期間應數次交替變換氣壓,改變振動頻率,以求獲得整個爐底的振實效果。提起振動底板時要邊低速開動氣動振動器,邊小心緩慢提起振動底板免突然快速提起時出現真空抽吸現象。
用搗固叉由深至淺均勻叉四遍,層爐底搗固后,將大型鑄鐵平臺表面刮松,深達10㎜以上,再加入下打一層大型鑄鐵平臺爐底料前要將泄漏蛛網不鋼絲用膠管套好。直至打結到高出爐底標準尺寸高度20~30㎜。
威岳機械謝女士15350773479