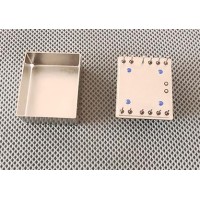
晶振外殼規(guī)格30x25X12.7廠家講恒溫晶振與溫補晶振都屬于晶體振蕩器,都是有源晶振,所以組成的震蕩電路都需要電源加入才能工作。在電路設(shè)計中,如何正確的選擇匹配電路的晶振對成品性能的影響重要。
一、從工作原理上區(qū)別:恒溫晶振,由于晶體振蕩器的震蕩頻率會隨著溫度的變化而變化,故為了保持頻率的穩(wěn)定性,將晶振控制在一個恒定的溫度下工作以此來提升晶振的相頻特性。溫補晶振,由于晶體振蕩器的震蕩頻率會隨著溫度的變化而變化,為了抵消溫度對晶振頻的影響,控制晶振的諧振電容隨溫度變化而變化,抵消溫度晶體影響提升頻率穩(wěn)定性。
二、從測量精度上區(qū)別:一般的恒溫晶振要比溫補晶振頻率穩(wěn)定度高兩個數(shù)量級以上。如溫補晶振一般能達到-7量級,而恒溫晶振可達到-9量級。因此恒溫晶振一般用于測量儀器,如頻率計、信號發(fā)生器、網(wǎng)絡(luò)分析儀等。而溫補晶振的開機特性好。
 晶振外殼沖壓生產(chǎn)要注意哪些問題同如何保護生產(chǎn)過程
(一)、晶振外殼沖壓生產(chǎn)要注意哪些問題
晶振料較軟,昂貴,晶振外殼沖壓生產(chǎn)容易斷裂以及部分晶振外殼產(chǎn)品還需后續(xù)加工,如拉絲﹑陽極處理等,在
晶振外殼沖壓生產(chǎn)要注意哪些問題同如何保護生產(chǎn)過程
(一)、晶振外殼沖壓生產(chǎn)要注意哪些問題
晶振料較軟,昂貴,晶振外殼沖壓生產(chǎn)容易斷裂以及部分晶振外殼產(chǎn)品還需后續(xù)加工,如拉絲﹑陽極處理等,在晶振外殼
沖壓生產(chǎn)生產(chǎn)時極易產(chǎn)生頂傷﹑壓傷﹑刮傷﹑變形,那在晶振外殼沖壓生產(chǎn)時要做到以下問題:
1、在不影響工程數(shù)的情況下沖孔盡量排在后面。對于沖孔數(shù)量較多的產(chǎn)品,可考慮即使多做一個工程,也要將沖孔排在后面。
2、晶振料較軟且模具較容易堵料,故在設(shè)計模具放間隙時宜放雙邊料厚10%的間隙,刀口直深位以2mm較為合適,錐度以0.8-1°為合適。
3、折彎成型時,因晶振料在折彎時容易產(chǎn)生晶振屑,會造成點傷﹑壓痕,晶振原材需貼PE膜,在滾輪及電鍍的情況下,成型塊以拋光鍍硬鉻為佳。
4、對于需陽極后加工的沖壓件,如有壓平﹑推平工序180°,產(chǎn)品不可全部壓合,全部壓合會產(chǎn)生吐酸現(xiàn)象,需留0.2-0.3mm的縫,以便酸液順利及時流出,故在此工序上做限位塊并標定模高于模具上。
5、因晶振料較脆,容易開裂,特別是在反折邊的情況下,故盡量不要做壓線,即使要做,也要將壓線做寬一點,打淺一點。
6、所有晶振件刀口都要求用慢走絲線割,以防毛刺及落料不順現(xiàn)象,晶振件容易產(chǎn)生高溫,故沖子硬度要求60°以上,至少用SKD11材質(zhì)以上,不可有D2等差質(zhì)沖子。
7.要想將晶振件沖壓做好,降低不良率,先要做好5S,特別是清潔,含模具﹑沖床臺面,流水線及包裝材料做到無尖銳雜物,無臟物定期清晰整頓,模具上下都清理干凈,無雜物。
8、發(fā)現(xiàn)產(chǎn)品毛刺較大及時送模具維修并跟催至結(jié)果。
9、晶振件較易發(fā)熱,并積壓在一起變硬,故在沖孔下料時需在材料上涂點壓扳油(即可散熱,又可順利疏通落料)再沖壓。
10、沖孔較多的產(chǎn)品需做到打一下清理模具表面一下,做到模具﹑產(chǎn)品永保干凈無雜物,減少頂傷,發(fā)現(xiàn)頂傷將模具頂傷問題點找出并解決才可繼續(xù)生產(chǎn)。
11、推平模具推塊會產(chǎn)生晶振屑,故推塊每天生產(chǎn)完都清洗推塊下面的晶振屑。
1)、沖子在沖孔時極易將晶振屑帶入脫板內(nèi),而產(chǎn)生高溫將沖子磨損甚至軟化,故生產(chǎn)3-7天定期清洗沖子或?qū)_孔刀口光磨,實在不幸需及時換。
2)、對于180°折彎壓平產(chǎn)品,沒10-30片將折邊撕開PE膜觀看有無破裂,因晶振料在出料時會有成分不均現(xiàn)象,特別對于換廠家沖壓材料時需做嚴格件檢查。
(二)、如何保護晶振外殼生產(chǎn)過程中的精度
晶振外殼生產(chǎn)時在保護送料需要時間的前提下,盡量縮短送料時間,但提高送料速度,會對精度產(chǎn)生不良的影響。送料精度的優(yōu)劣直接影響著成形品的精度和品質(zhì),因此晶振外殼
保持良好的送料精度是非常需要的。
1、送料裝置本身的精度。驅(qū)動送料輥輪的齒輪類齒隙比較小,驅(qū)動送料輥輪的伺服電機可以靈活、適度地加、減速。
2、送料中心線。送料裝置的中心線與沖壓機械的中心線設(shè)置在同一直線上。如果不在一條直線上,開卷后的材料被送到模具時,相對于模具就是傾斜的,模具內(nèi)部的材料導(dǎo)向,送料裝置的側(cè)面導(dǎo)向等都會發(fā)生很大的抵抗,在很大程度上降低送料的精度。
3、卷料的幅度精度。當卷材從很寬的材料剪切時,因剪切裝置的精度和剛度原因剪切下來的材料幅度會出現(xiàn)正、負誤差。在通過模具的導(dǎo)向柱時,材料過窄就會產(chǎn)生間隙,發(fā)生抖動,使送料的精度下降。在通過模具的導(dǎo)向柱時,材料過寬會被壓縮變形,也會嚴重降低送料精度。
4、材料卷料寬度的波形。卷料幅度方向的波紋形狀確定要小,在卷料寬度方向上2000mm長度范圍波形鼓起也在2mm以下。隨著板厚的增加鼓起也會增加,嚴重時2000mm的長度范圍內(nèi)會有5mm以上的鼓起,這樣的材料就不能送料了。
5、卷料幅寬方向的厚度精度。卷材都是由很寬的壓延鋼板卷曲而成的,相對來說靠近附近的精度比較好,幅寬方向的兩端呈現(xiàn)逐漸變薄的現(xiàn)象,厚度的精度明顯變差。此時,幅寬精度比較差的卷材也會影響送料精度。
6、材料表面的粗糙度。與表面非常光滑的卷材相比,表面粗糙的鋼板和送料裝置輥輪間的摩擦系數(shù)要高,所以送料精度會相應(yīng)地深受提高。需要注意的事,粗糙面壓延鋼板是在冷軋延伸時,在材料表面會形成非常細小的凹凸,這些粗糙的面會造成軋制油的殘留,也便于拉深加工。
7、軋制油膜。軋制油膜也對送料精度產(chǎn)生影響,軋制完成后如果放置時間過長,軋制油就會發(fā)生干燥固化現(xiàn)象,送料時材料就會與送料輥輪發(fā)生滑動,使送料的精度下降。
滄州恒熙電子有限責(zé)任公司
(http://www.hengxidianzi.com
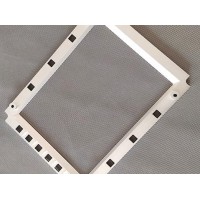
)主營多種不同型號的晶振外殼
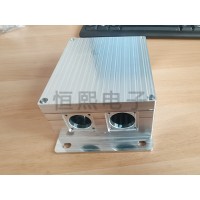
、電源外殼
、金屬封裝外殼
,配備鍍金、鍍鎳、鍍錫、電泳漆、陽極氧化等表面處理加工車間、全部實現(xiàn)本廠自主生產(chǎn)加工能、縮短交期等問題。產(chǎn)品遠銷北京、上海、廣州、深圳、西安、等地。