|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
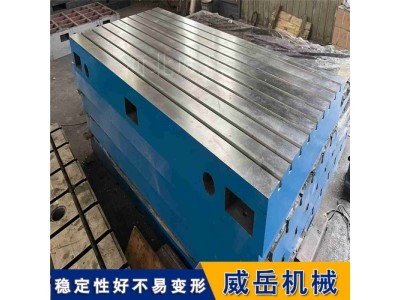
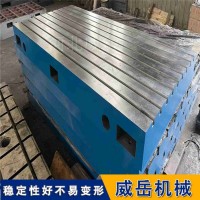
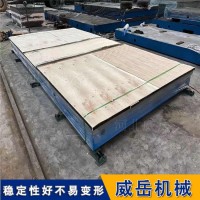
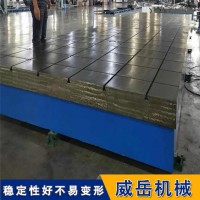
一、消失模鑄造T型槽裝配平臺工藝
1. 模具制造
首先,根據(jù)T型槽裝配平臺的形狀和尺寸要求,制作一個與T型槽裝配平臺形狀相同的模具。模具可以由各種材料制成,除常用的泡沫和石蠟材料,也可使用石膏、陶瓷、硅膠等。模具制造需要考慮到材料的耐火性能、熱膨脹系數(shù)等因素。
2. 模具涂料
在模具表面涂覆一層耐火涂料,以增加模具的耐火性能和表面光滑度。
這樣可以避免熔化金屬與模具直接接觸,減少模具損壞的可能性。
3. 模具烘干
將涂覆了耐火涂料的模具放入烘箱中進行烘干。烘干的目的是除去涂料中的水分,提高涂層的耐火性能,使其能夠耐受高溫條件下的金屬澆注。
4. 熔化金屬
將所需的金屬材料放入熔爐中熔化。金屬的種類根據(jù)T型槽裝配平臺的要求而定,可以是鐵、鋼、鋁等。
5. 澆注
將熔化金屬從熔爐中倒入模具中。倒注的速度和角度需要根據(jù)具體的T型槽裝配平臺形狀和尺寸進行調整,以保證T型槽裝配平臺內部的澆注均勻。
6. 冷卻
待金屬在模具中冷卻凝固后,取出T型槽裝配平臺。冷卻時間的長度取決于金屬的種類和T型槽裝配平臺的尺寸,通常需要幾分鐘到幾小時的時間。
7. 摧毀模具
等到T型槽裝配平臺冷卻后,使用機械設備或其他方法將模具摧毀,以取出T型槽裝配平臺。由于消失模鑄造的模具不能重復使用,所以需要對模具進行破壞。
8. T型槽裝配平臺清理
將摧毀的模具殘渣從T型槽裝配平臺上清除,通常使用噴砂或化學溶解等方法。清理T型槽裝配平臺的目的是去除模具殘留物和使T型槽裝配平臺表面平整光滑。
在整個進行消失模鑄造T型槽裝配平臺過程要注意些方面,澆鑄過程中自始至終要充滿鋼液,如若不滿,由于涂料層強度有限,很容易發(fā)生塌陷以及進氣現(xiàn)象,造成平臺問題。澆鑄金屬液體時一定要把握住保證做到穩(wěn)、準、快,并做到快速不斷流,如果同箱T型槽裝配平臺的金屬液波斷流會吸進空氣有可能引起塌陷現(xiàn)象,http://www.chinaweiyue.com/導致T型槽裝配平臺報廢。消失模鑄造采用負壓封閉式,應在平臺澆口杯以下封閉。為防止金屬液高溫輻射熔化同箱別的模型。
聯(lián)系人:銷售部衛(wèi)經理 15533753786竭誠為您服務!
詳詢可登陸我們的官網:http://www.chinaweiyue.com/