|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
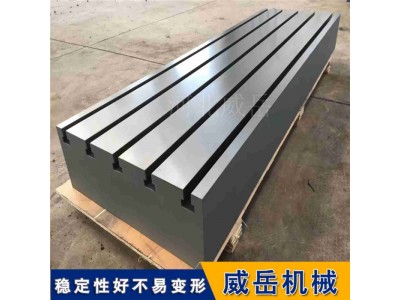
控制澆鑄溫度是保證橫豎槽鑄鐵平臺質量的重要措施之一,合理的控制可以有效地提高生產(chǎn)效率和產(chǎn)品質量。在生產(chǎn)過程中需要注意澆鑄溫度的穩(wěn)定性。
一、 控制澆鑄溫度需要注意以下幾點:
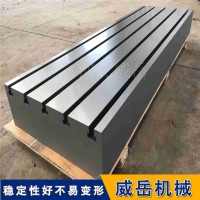
1. 澆鑄溫度和澆鑄量應根據(jù)具體的橫豎槽鑄鐵平臺來確定,不同的產(chǎn)品可能需要不同的澆鑄溫度和澆鑄量。
2. 在進行鑄造前,應對材料進行充分的檢測,以確保原材料的質量符合要求。
3. 在生產(chǎn)過程中,應注意設備的維護和保養(yǎng),確保設備運行順暢。
4. 澆鑄過程中還需要注意生產(chǎn)環(huán)境的衛(wèi)生與保潔,確保橫豎槽鑄鐵平臺不受細菌、塵埃等物質的污染。
過高的澆鑄溫度會引起砂型脹大,尤其是具有雜亂砂芯的橫豎槽鑄平臺,當澆鑄的溫度大于或者等于1420 ℃的時候廢品就會增多,澆鑄的溫度為1460 ℃的時候廢品率就會達到50%。在生產(chǎn)橫豎槽鑄鐵平臺的時候,可以利用感應電爐來控制鐵水的溫度。
砂芯如果排氣不良就會引起砂芯氣體的氣孔和多孔性氣孔問題。因為在造芯的時候砂芯會經(jīng)常在芯盒中硬化,這就導致了砂芯排氣孔數(shù)量不足。為了構成排氣孔,于是應在型芯硬化之后補充鉆孔。
當金屬液體出現(xiàn)夾渣沒有清理干凈的時候,在加工之后會在橫豎槽鑄鐵平臺的表皮之下出現(xiàn)一個個單體的小孔,孔的直徑一般是1-3mm。單個的情況下只有1-2個小孔。
研究標明,這些小孔和少數(shù)的液體夾渣一同呈現(xiàn),但是在這里并沒有發(fā)現(xiàn)S的偏析,就表示這個問題是和澆鑄的溫度相關的,當澆鑄的溫度高于1380℃的時候,橫豎槽鑄鐵平臺中并沒有發(fā)現(xiàn)這個問題。澆鑄的溫度應該要控制在1380-1420℃之間為宜。值得一提的是改變澆鑄系統(tǒng)的規(guī)劃,并沒有消除掉這個問題,故認為這種問題是因為澆鑄的溫度低以及鐵液在微量復原氣氛下澆鑄的時候構成的。
硫化錳氣孔這種氣體坐落在灰鑄鐵表皮以下且多在上面,常常會在加工之后顯露出來,氣孔的直徑約為2-6mm。有的時候孔中含有少數(shù)的熔渣。這種問題是由Mn、S偏析和熔渣混合而成的,原因是因為澆鑄的溫度低,鐵液中所含有的Mn和S量。這樣的含S量和Mn量在0.5%-0.65%之間,http://www.chinaweiyue.com/ 能夠明顯的改善鐵液的純度,從而有效地避免這類問題出現(xiàn)。
聯(lián)系人:銷售部衛(wèi)經(jīng)理 15533753786竭誠為您服務!
詳詢可登陸我們的官網(wǎng):http://www.chinaweiyue.com/