快速掌握鑄鐵地軌的日常維護與保養!
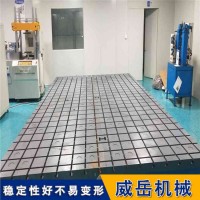
在使用鑄鐵地軌時,先看鑄鐵地軌使用說明:使用T型槽鑄鐵地軌前,先用無腐蝕性汽油,將工作面的防銹油洗凈,并用脫脂棉紗擦拭干凈,方可使用,溫度變化會產生誤差,應在20±5℃范圍內使用鑄鐵地軌,使用地軌時,先用水平儀調整地軌到水平,使重量均勻分布各支點上,用時小心嚴防碰撞鑄鐵地軌,用完后,擦拭干凈涂無水酸性的防銹油,覆蓋防潮紙置鑄鐵地軌于清潔干燥處存放,地軌周檢期長為一年。
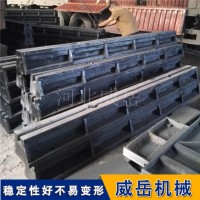
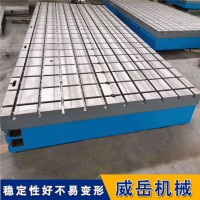
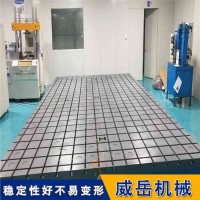
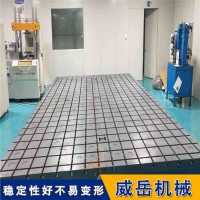
鑄鐵地軌鑄件的重量和尺寸范圍都很寬,重量輕的只有幾克,重的可達到400,壁厚薄的只有0.5毫米,厚可過1米,長度可由幾毫米到十幾米,可滿足不同工業部門的使用要求。目前鑄鐵地軌已廣泛應用于汽車制造、工程機械、船舶修造、軌道交通、結構件焊接、鈑金箱體、自行車(摩托車)制造、與焊接機器人或專用焊機配套等等。鑄鐵地軌是一種新型的數字化、標準化、模塊化、通用化的環保工裝夾具,它是一種夾緊系統,有D28和D16兩種系列。
鑄鐵地軌模具安裝:模具與底座連接固定好,將鑄鐵地軌模具與底座固定在升降機工作平臺上,安裝平穩,校平后,擰緊固定螺栓。模具升溫及溫度控制:將熱電偶插入模具安裝槽內,擰緊螺母,電源接通后,電控柜上儀表顯示升溫正常。模具升溫求,即可開始造型,在鐵地軌造型過程中隨時關注模具溫度是否顯示在工藝要求范圍內,模具上圓弧過渡處,鑄字部位等有粘砂時,需凈,用壓縮空氣吹凈浮砂,打磨部位需噴油,利于鑄鐵地軌造型后脫模,要求每班用砂紙打磨模具表面至少3次以上。
鐵地板射砂過程中,砂子即開始固化,射砂充足后,升降機手把放至下降位置,鑄鐵地軌即開始下降至鐵型覆砂面離開射砂孔約50-100mm后,停止下降,使砂子在鐵型與模具間充分固化,鑄鐵地軌固化時間滿足工藝要求砂子固化充足后,使升降機工作臺繼續下降,下降至軌道處,軌道托起鐵型被停止下降,工作臺同模具一起繼續砂胎離開模具后,起模過程結束。
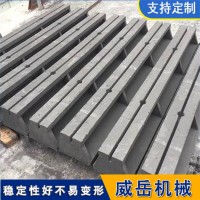
鑄鐵地軌球墨鑄件正火的目的是將基體組織轉換為細的珠光體組織。工藝過程是將基體為鐵素體及珠光體的球墨鑄鐵件重新加熱到850-900℃溫度,原鐵素體及珠光體轉換為奧氏體,并有部分球狀石墨溶解于奧氏體,經保溫后空冷奧氏體轉變為細珠光體,因此球墨鑄鐵地軌的強度提高。
鑄鐵地軌造型覆砂脫模,鑄鐵地軌冷后的鐵型推移至射砂機下軌道處固定,抬起升降機手把,使工作臺上升,工作臺帶動模具升起,通過裝鐵型合箱,一起托起鑄鐵地軌鐵型繼續上升,升至鐵地板鐵型覆砂面頂到射砂機下硅膠墊后,停止工作臺上升,射砂機手把抬至射砂位置,即射砂時間約5秒,停止射砂。要求鐵型砂子充足。
威岳機械謝女士15350773479